全国服务热线13862267446

江苏中思机械科技有限公司
联系人:邓建
电话:13862267446
网址:www.qgj66.com
Q Q :2232989732
邮箱:2232989732@qq.com
地址:江苏张家港市南丰镇

 咨询二维码
咨询二维码
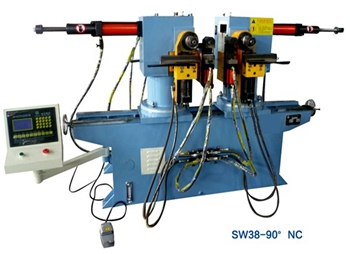
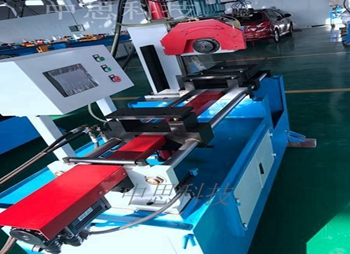
各种规格任你选
 扫一扫
扫一扫
联系我们
江苏中思机械科技有限公司|WWW.QGJ66.COM版权所有 苏ICP备17038051号 苏公网安备32058202011417
苏ICP备17038051号-3技术支持:飞行力